Does anybody have an adjustable 4 jaw selfcentering chuck like the Taig Type?

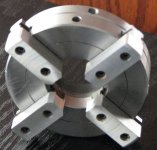
I made this one adjustable through the 3 pin holes.I drilled them through,taped m6x1 (std m6) and put some plastic pads in the bottom of each.The scroll was taken off the chuck to do the work.I bored out the scroll id by .006 inch diameter bigger,it also deburs the holes after tapping.
The reason for the plastic pads is to have some spring to stop the 3 set screws from coming loose.It also allows to open and close when using the same diameter so it does not need to be readjusted on a repeat size.
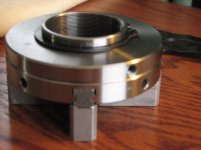
I made this one adjustable through the 3 pin holes.I drilled them through,taped m6x1 (std m6) and put some plastic pads in the bottom of each.The scroll was taken off the chuck to do the work.I bored out the scroll id by .006 inch diameter bigger,it also deburs the holes after tapping.
The reason for the plastic pads is to have some spring to stop the 3 set screws from coming loose.It also allows to open and close when using the same diameter so it does not need to be readjusted on a repeat size.