1st Thing.... Disclaimer:
This has nothing to do with ScottR..
In fact, Thanks Scott... You get a Trader+
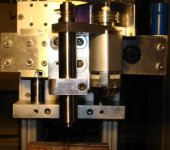
The Spindle Mount has a 2* mis-alignment.
It's not the set-up, it is the Mounting Bracket Spindle Bore.
Even if I turn/index the Spindle body, the error is still there.
Would you run it like this?
What's the tolorance for vertical alignment?
Alton
This has nothing to do with ScottR..
In fact, Thanks Scott... You get a Trader+
The Spindle Mount has a 2* mis-alignment.
It's not the set-up, it is the Mounting Bracket Spindle Bore.
Even if I turn/index the Spindle body, the error is still there.
Would you run it like this?
What's the tolorance for vertical alignment?
Alton
")
