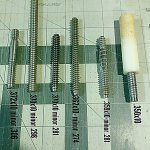
Hey guys.........quick question. Do all these current convolutions of 3/8-10 pins use the same tap across the board or is there a different tap for each one? By that I mean, the old days McDermott 3/8-10 and the contemporary modified version. I included a link to a photo of a whole bunch of different 3/8-10 pins. Do they all have the same minor diameter and run the same tap?
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3/8-10 taps
- Thread starter Vince_Former_BB
- Start date
Nope. Most are close, but they vary. The modified pins are best done with live threading to ensure a snug and accurate fit.Do they all have the same minor diameter and run the same tap?
That's what I suspected. So, another question then.....do you know of a thread mill that's under 3/8" diameter? That's the size I've been using for 99.9% of threading but .375 for threading a much smaller hole.....well.....you can see where the log jam would be. Can you steer me to a thread mill that'll get in there and give the depth of cut that's needed for a pitch of 10?
A gent named Slim suggested I reach out to Mike Webb. Apparently Mike is the pin pitch guru. So....I'm doing a repair for a buddy of mine. A mismatched repair. I used to build Black Boar cues so I know the process but all these weird anamolous 3/8-10 pins didn't exist back in the day. My buddies cue has a 3/8-10 but it's not like the McDermott old style that I know and have a tap for. So, I'll use a thread mill and cut the threads with a router instead. Question.......where do you buy a thread mill that's got a long enough cut depth and a small enough OD to fit in that .310ish hole for the minor diameter? I have one from MSC that's 3/8 OD but that'll be too large.
Can you steer me to a thread mill that'll get in there and give the depth of cut that's needed

Solid Carbide Live Thread Mill Cutter (M)
Solid Carbide Live Thread Mill CutterShank Diameter: 1/4
 www.cuefits.com
www.cuefits.com
Slims wrong, but a good guy.A gent named Slim suggested I reach out to Mike Webb. Apparently Mike is the pin pitch guru. So....I'm doing a repair for a buddy of mine. A mismatched repair. I used to build Black Boar cues so I know the process but all these weird anamolous 3/8-10 pins didn't exist back in the day. My buddies cue has a 3/8-10 but it's not like the McDermott old style that I know and have a tap for. So, I'll use a thread mill and cut the threads with a router instead. Question.......where do you buy a thread mill that's got a long enough cut depth and a small enough OD to fit in that .310ish hole for the minor diameter? I have one from MSC that's 3/8 OD but that'll be too large.
I'm dumb as a stump.
But, I keep a notebook
It helps. These do not include the 3/8x10 acme. That's seperate.
Attachments


Thanks so much for the information. Hugely appreciated. So is it safe to assume you don't use a thread mill rather you run a plug, taper or bottoming tap?
Terrific. Thanks so much.Solid Carbide Live Thread Mill Cutter (M)
Solid Carbide Live Thread Mill CutterShank Diameter: 1/4
Mr. Webb is right, quite the variation in 3/8-10 pins. A few handy tools are a thread pitch gauge, not only will it tell you the pitch, it will let you know if it's a standard thread or not. Another tool that's useful to have is a screw thread micrometer, I picked up a nice old Starrett for less than fifty bucks. Taps comes in variations too, the tolerance indicated by H0, H1, H2 etc. If you can live thread that's a huge plus as it's a much more flexible solution. Inside micrometer and gauge pins will make sure you're spot on for every job.
When I worked Tournaments in the 90's, i would bring shaft blanks with me. I had the standard sized taps, then people wanted shafts with the proper tolerances on the threading. So I started measuring the actual sizes and had taps made. It worked out well because the goal in doing repairs at Tournaments is to make and offer as much as you can without taking work home with you.Thanks so much for the information. Hugely appreciated. So is it safe to assume you don't use a thread mill rather you run a plug, taper or bottoming tap?
robbycar
Registered
I dont think the Cuefits will work for 3/8x10 modified as this has .308" minor.Solid Carbide Live Thread Mill Cutter (M)
Solid Carbide Live Thread Mill CutterShank Diameter: 1/4
I believe I have the solution to this. I'll post it when I return later with one of my cutters and can provide dimensions.I dont think the Cuefits will work for 3/8x10 modified as this has .308" minor.
Several years ago I had Micro 100 machine cutters for me for live threading. I believe they required I purchase three cutters, which I gladly did. (I'm guessing three because I found two unopened tubes today in the drawer where they should be, and a third one is in the Foredom handpiece I use for live threading.) I've used the cutter in the handpiece hundreds of times and it's still sharp and cuts clean. I live thread all my joint collars, butt caps, phenolic inserts in shafts, and joint pin take up threads. Because my cues are built on full length, stepped cores, I don't thread the collars and butt caps so I can screw them onto the core, but because that is a convenient way to produce abundant glue relief inside those collars. I don't cut threads into the wooden core, I just cut three radial slots, beneath where the collars sit. These slots end up glue filled, and serve as three anchors, or keyways, in the wood. My reasoning is that since, generally, the grain in the core runs longitudinally, and the threads protude perpendicular to the grain direction, they are structurally weak. In fact, you can break them off with a little effort and a thumbnail. IMO, the collective shear strength of such threads is insignificant compared to the shear strength of the adhesive over that same length. If anyone wishes to troubleshoot this, here's a little more info: I cut 16 tpi in the collars and fill those threads with Gorilla expanding polyurethane glue, and I spray an ultrafine mist of water on the wooden core which has three slots cut into it beneath the collar. IMO, the trick to an indestructable sleeved joint, is adequate glue, so there are no dry spots. If there are no dry spots, you'd have to shear adhesive spanning the full length and circumference of the joint to dislodge it. I challenge anyone to glue up a joint like this and, using any tools you wish, try to separate that joint - you won't succeed without destroying the whole joint assembly. I realize epoxy and CA are a little stronger than Gorilla glue, according to tests with ideal joints, but only expanding Gorilla glue, with abundant glue reliefs, will produce a guaranteed 100% wet joint when sliding a sleeve over a core, IMO.I dont think the Cuefits will work for 3/8x10 modified as this has .308" minor.
OK, back to the cutters: Micro 100 assigned a number to the cutter they made for me, which appears on the label affixed to the plastic tubes the cutters shipped in. (See the picture below for that number.) I assume anyone can order this cutter using that number. I also assume Micro ran more than the three cutters they shipped to me, so they likely have some of these in inventory. The dimensions of the cutter according to my dial indicator are as follows: shank diameter .250 , neck diameter .143, cutter diameter .247 , cutting depth 1.88, overall length 3.00. (note the difference between the blade diameter on my cutter and the cutter previously mentioned in this thread with blade diameter (.317). I don't recall the exact dimensions I agreed to with Micro100, but their Engineers approved this cutter. If you need exact specs you can contact Micro 100. I do recall that Micro 100 reduced the cutting depth down to 1.88 from the 2 inch cutting depth I originally requested. So, cutter diameter minus neck diameter = .104 = double depth of thread. Depth of thread = .05 So, in theory, the cutter could cut as coarse as 13 TPI, which has .05 depth of thread. But, I'm no expert on threading science, so I'll just say the cutter serves me well cutting 16 TPI (and formerly 18 TPI till I decided I liked 16 better).
Also below is a picture of my live threading setup: a Foredom handpiece held in a BXA boring bar holder. Works great. I use this on a modified twelve inch Atlas metal lathe. I bored out the headstock to fit different bearings which accomodate a L00 spindle from a Clausing 5900 lathe. I also machined the Clausing spindle to fit those bearings etc. etc. etc. It's a good setup providing a 1-3/8 thru bore on a small, lightweight metal lathe. I'll show pictures of it someday, anyone can make this if you have a twelve inch Atlas to start with. I've made five of them, and another one fitted with a 2-1/4x8 Logan spindle (also 1-3/8 bore).
Sorry I keep getting sidetracked, but I've wanted to share much of this before, but just didn't take the time. I got motivated this time to share info about my live threading cutter, since a number of people seem to want this. Hopefully this will help you out.
Last edited:
He sells a smaller one as well.I dont think the Cuefits will work for 3/8x10 modified as this has .308" minor.
Nice threader.Several years ago I had Micro 100 machine cutters for me for live threading. I believe they required I purchase three cutters, which I gladly did. (I'm guessing three because I found two unopened tubes today in the drawer where they should be, and a third one is in the Foredom handpiece I use for live threading.) I've used the cutter in the handpiece hundreds of times and it's still sharp and cuts clean. I live thread all my joint collars, butt caps, phenolic inserts in shafts, and joint pin take up threads. Because my cues are built on full length, stepped cores, I don't thread the collars and butt caps so I can screw them onto the core, but because that is a convenient way to produce abundant glue relief inside those collars. I don't cut threads into the wooden core, I just cut three radial slots, beneath where the collars sit. These slots end up glue filled, and serve as three anchors, or keyways, in the wood. My reasoning is that since, generally, the grain in the core runs longitudinally, and the threads protude perpendicular to the grain direction, they are structurally weak. In fact, you can break them off with a little effort and a thumbnail. IMO, the collective shear strength of such threads is insignificant compared to the shear strength of the adhesive over that same length. If anyone wishes to troubleshoot this, here's a little more info: I cut 16 tpi in the collars and fill those threads with Gorilla expanding polyurethane glue, and I spray an ultrafine mist of water on the wooden core which has three slots cut into it beneath the collar. IMO, the trick to an indestructable sleeved joint, is adequate glue, so there are no dry spots. If there are no dry spots, you'd have to shear adhesive spanning the full length and circumference of the joint to dislodge it. I challenge anyone to glue up a joint like this and, using any tools you wish, try to separate that joint - you won't succeed without destroying the whole joint assembly. I realize epoxy and CA are a little stronger than Gorilla glue, according to tests with ideal joints, but only expanding Gorilla glue, with abundant glue reliefs, will produce a guaranteed 100% wet joint when sliding a sleeve over a core, IMO.
OK, back to the cutters: Micro 100 assigned a number to the cutter they made for me, which appears on the label affixed to the plastic tubes the cutters shipped in. (See the picture below for that number.) I assume anyone can order this cutter using that number. I also assume Micro ran more than the three cutters they shipped to me, so they likely have some of these in inventory. The dimensions of the cutter according to my dial indicator are as follows: shank diameter .250 , neck diameter .143, cutter diameter .247 , cutting depth 1.88, overall length 3.00. (note the difference between the blade diameter on my cutter and the cutter previously mentioned in this thread with blade diameter (.317). I don't recall the exact dimensions I agreed to with Micro100, but their Engineers approved this cutter. If you need exact specs you can contact Micro 100. I do recall that Micro 100 reduced the cutting depth down to 1.88 from the 2 inch cutting depth I originally requested. So, cutter diameter minus neck diameter = .104 = double depth of thread. Depth of thread = .05 So, in theory, the cutter could cut as coarse as 13 TPI, which has .05 depth of thread. But, I'm no expert on threading science, so I'll just say the cutter serves me well cutting 16 TPI (and formerly 18 TPI till I decided I liked 16 better).
Also below is a picture of my live threading setup: a Foredom handpiece held in a BXA boring bar holder. Works great. I use this on a modified twelve inch Atlas metal lathe. I bored out the headstock to fit different bearings which accomodate a L00 spindle from a Clausing 5900 lathe. I also machined the Clausing spindle to fit those bearings etc. etc. etc. It's a good setup providing a 1-3/8 thru bore on a small, lightweight metal lathe. I'll show pictures of it someday, anyone can make this if you have a twelve inch Atlas to start with. I've made five of them, and another one fitted with a 2-1/4x8 Logan spindle (also 1-3/8 bore).
Sorry I keep getting sidetracked, but I've wanted to share much of this before, but just didn't take the time. I got motivated this time to share info about my live threading cutter, since a number of people seem to want this. Hopefully this will help you out.
View attachment 730643View attachment 730644View attachment 730645e View attachment 730646
I have custom made flat bottom threaders.
Works great. I sold a few dozens.
Not selling them now though
Attachments



That's what I suspected. So, another question then.....do you know of a thread mill that's under 3/8" diameter? That's the size I've been using for 99.9% of threading but .375 for threading a much smaller hole.....well.....you can see where the log jam would be. Can you steer me to a thread mill that'll get in there and give the depth of cut that's needed for a pitch of 10?
Chris Hightower sells some very small thread mills that would fit inside .375 quite easily.
Can't find that tool on Micro 100's website anywhere and nothing turned up doing a Google search. Does anyone know where I might find one?
Micro 100 is reachable on the phone, that's how I got my cutter approved. I just looked at Micro's website, went to bottom of page and clicked "contact" link https://www.micro100.com/contact-us. Found this (800) 421-8065. Also noticed Micro site says "to order please contact your local distributor'. Your local distributor may be able to find the cutter for you.Can't find that tool on Micro 100's website anywhere and nothing turned up doing a Google search. Does anyone know where I might find one?
Last edited:
Thanks very much. Since I couldn't find it on their website I assumed they were maybe discontinued. I'll see what I can see.Micro 100 is reachable on the phone, that's how I got my cutter approved. I just looked at Micro's website, went to bottom of page and clicked "contact" link https://www.micro100.com/contact-us. Found this (800) 421-8065. Also noticed Micro site says "to order please contact your local distributor'. Your local distributor may be able to find the cutter for you.
Pm'edThanks very much. Since I couldn't find it on their website I assumed they were maybe discontinued. I'll see what I can see.