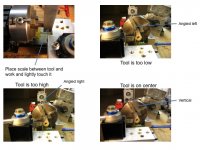
Attached is another method of setting the tool height on the lathe. This actually works quite well, and is very fast. It is especially useful if you are changing tools in the middle of a job, and your part no longer has a center area (you drilled it). One key is to walk all the way to the tailstock end of the lathe and put your head inline with the axis of the lathe, so you can tell for sure that the scale is vertical. If you don't place your head there, you will never get a good perspective to tell if the scale is vertical.