I don't think so. That is Neil's project. I am unsure about using ER40 collets for much cue work. The ER40 collets would be great for metal work, but having to put another collet inside an ER40 collet to protect the wood from the ER40 collet would defeat purpose the super precision the ER40 collets provides. That is my thought. It would then only be as accurate as your delrin collet and would provide little benefit over a steady rest with a bearing in it. But for metal work it would be super nice. Also for making precision plastic parts for cues it would be great. But for working on the wood part of the cue I have not been able to wrap my head around it. And I think most are looking for zero run out when working on the joint part and ferrule of the cue. So I don't think the ER40 collets are the answer for that. I don't know what you call the pins inside the ER40 that could dent the wood, but Neil can probably explain what I am trying to say much better than I could.
Chris is right, you will not get zero with this setup, and for many reasons.
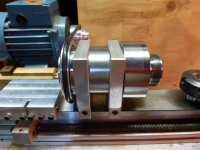
1st off I did not use a spindle class concentric bearing, ( they cost around 500 and up), I used a regular 40x68x19, runout with this bearing is about .01mm, slightly less, the ER40 collets are only good to about .01mm unless you buy their precision series, then it is about .005mm or so.But the total roundness is a little less than .01mm. But spindle class bearings, will bring that down to less than a micron with a class 00 bearing.
I find with delrin sleeves, they can be made very concentric especially if you ruf them out 1st then do the finish passes.
What I do like with the ER system, is I can easily make a collet from a piece of 41mm delrin and part it off, or make a blank, and then finally bore it in situation in the spindle.
Using the bearing type collet nuts, increase the precision as the collet does not rotate when the nut is tightened. So a mark can be placed on the spindle( identify one of the tightening holes) and the collet always positioned in the same radial position. The bearing collets cost more, but are really worth it. I buy the Regofix brand collets and nuts, they were the inventors of the ER system.I have a mix of both the one piece nuts and the bearing nuts.
For me, the small amount of error that it has, is not that significant when compared to the ease of use and ease to make special sized collets. The tapers are 8 deg per side for the spindle taper, and 30 deg per side for the front taper.
My set up, does not have any alignment pins in the spindle at all, unlike R8 or 5c collets.
All the tests I have done to date, the most runout I have seen has been 0.02mm on the DTI (TIR), the least has been .008mm TIR
Of course, the rigidity means you could use conventional 3 or 4 jaw chucks instead of the ER40 system.
Neil