Are you sure about that Rich ?
I guess that would apply to butts too.
Since using a metal in there is not a very popular practice ( on can argue that hole can still move, expand and contract, thereby a sealer 60* is actually more reliable ) , I guess throughout the history of cuemaking , makers have not been turning shafts that accurate.
Joey,
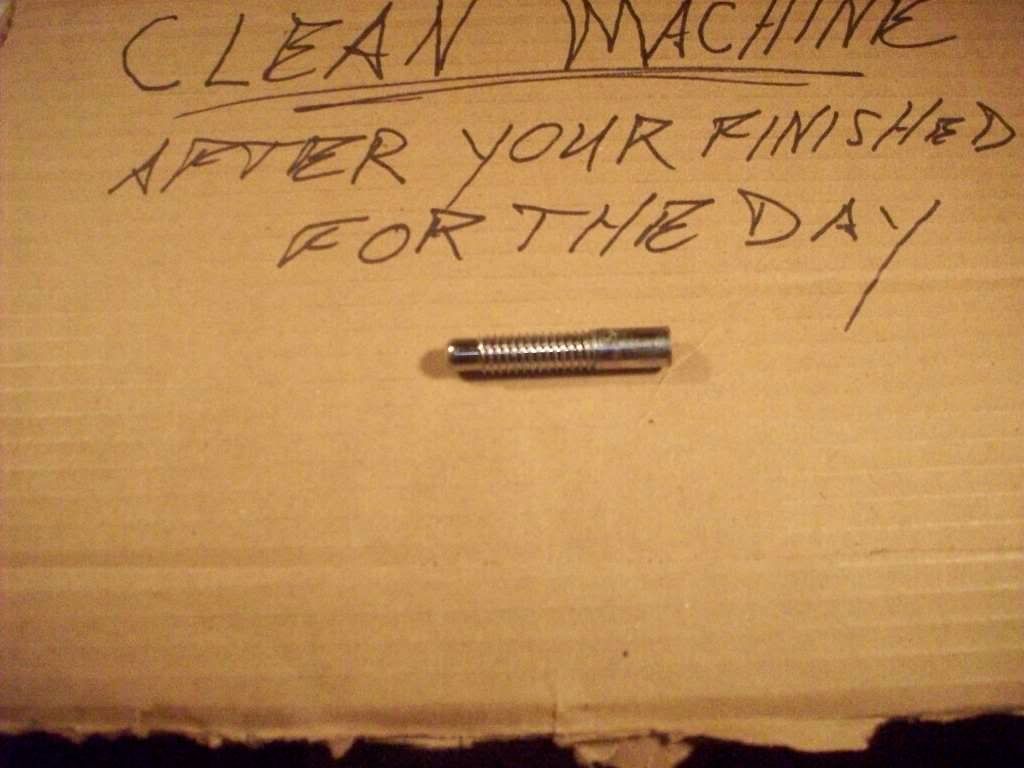
Metal is very popular with me because of the outcome and final result I am achieving at this time compared to just putting a 60 degree center in my threaded insert on the shaft and drilling a taping at the end of the process. I still put a center on the end so I can get in there to whisker face between centers or a repair guy can work the piece. The metal pin is very rigid and the machined center on my pin tool has more angular engagement than the center at the leading edge of the pin hole. At least in my case as I use a big pin and putting in too deep center also tends to look bad.
So what you are saying is because everyone always did something one way does not mean you shouldn't have a questioning attitude and try to raise the bar for a higher degree of accuracy. Maybe I should have said "Not as Accurate" instead of "Not that Accurate".
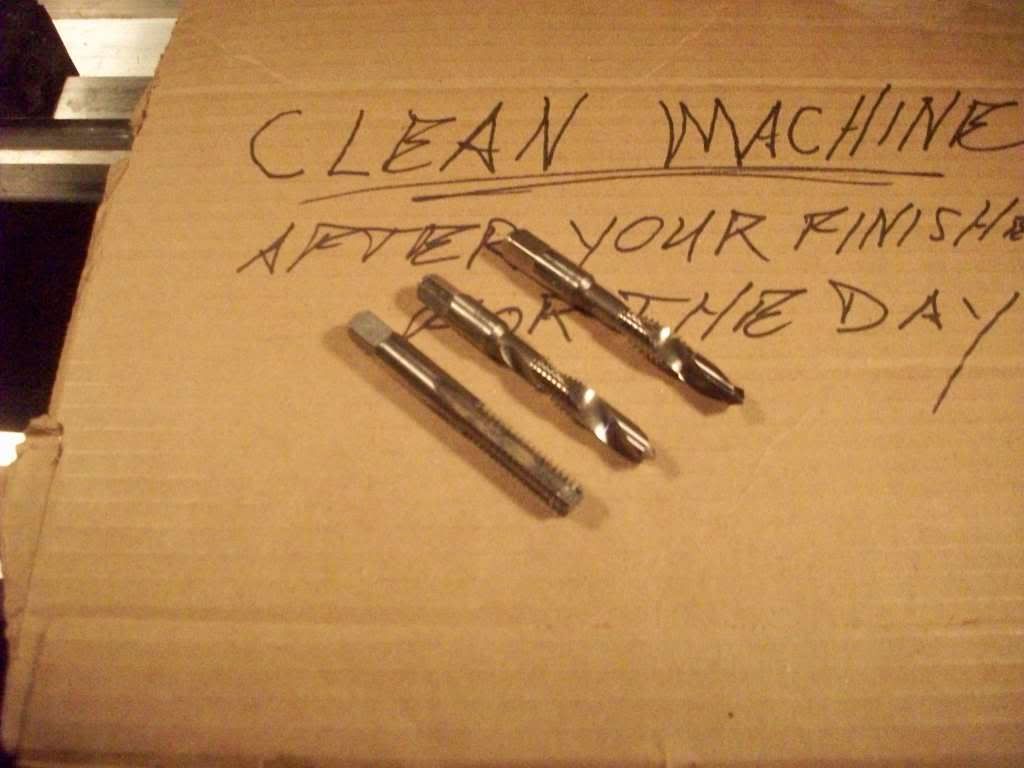
I drill and tap my threads ay .950 after the initial taper has been established between centers. This fixture tool puts the X Axis on the centerline of the threads pronto when tapering is resumed. This method is not about how accurate the center is, it's about not having to re-chuck the piece to thread it using a collet and the effects of even the slightest chuck error. I think that is the root causal effect and what this thread is all about. What Chris brought up concerning concentricity v. taper roll is very important. I hold the shaft in the 6 jaw and hold it tight at .975 without a collet. Once the pin tool is inserted the the tapering begins and I never chuck it again.
Without ego, I believe I can say that my shafts at final are as good as the best in the profession because I have spent more time and money exploring this area than I wish to admit. I also use a detail Program Procedure to evaluate, test, maintain and assess variables from my experience and out come derivatives. That lets me make statements that have basis not subjective crass phrases that come off the tips of your fingers on the keyboard.
Anyone who has ever made a shaft that has not explored every detail in the evolution of that unit will fall short of a world class level of achievement if they fail to keep an open mind. As you well know there is a ton of things going on to build a shaft, more than meets the eye.
I think if you try this way of holding a shaft between centers with a metal pin inserted into a threaded shaft before tapering, you would admit it is more accurate than the conventional thought and taping at the end in a chuck. Do you think the metal male to female surfaces slip or something. I use the slightest of a measured tail stock spring pressure on my set up and it never slips even when I am hogging an initial taper from the 1 " dowel.
Butts are a totally different and because of their larger dia. as they do not tend to create the problems one can encounter because of less deflection properties in the middle while tapering shafts. Shaft have a more complex geometry and the finished product needs to slide between your fingers. Butt tapering has never posed any problems for me personally so it's academic and a moot point.
My good friend is a 70 year old retired tool and die engineer and he came up with this way of doing this about 7 years ago. I did not start using it as a routine until several years ago because I thought the way you do at that time. Boy was I wrong.
I struggled with trying to make my shafts repeatable at a high level for a long time and I only posted this info because I felt someone out there could benefit.
Rick Geschrey
After the taper is at .950 the shaft threads are cut and facing is performed without a collet before tapering thus eliminating a re-chuck within a collet after tapering reaches final dimension. The face and threads become true to the X Axis as soon as the taper is developed on the shaft machine with the tool fixture pin in place.