You have now explained why you had such a problem and had to search out an alternative. In cue construction (any precision wood milling) it has been my findings that drills are used for roughing in holes and taps are used for cleaning out already threaded holes. Any other use of these two items in the cue building process will generally produce the type of headaches you have experienced and will cause to you seek out a more precise method.
As far as sanding too much?.....Absolutely. Can be one of the largest hurdles anyone building cues has to figure out how to manage. Less sanding = rounder wood. More sanding = more headaches and generally more work on the project and more chance of your finished product not being round. Not have a "taper roll"....it's going to be OUT OF ROUND. It'll roll like a loaf of bread if you test it on a table lying flat. In some instances the cue can still have a good (straight) center line and still roll like a loaf.
Thanks Dave,
I guess what you suggest is that you cut your threads using the lathe instead of tapping and that is doubtless the factor that caused me to seek a remedy and a new method. I see your point but let's examine that suggestion.
On your fine looking cues, do you insert the pin with the epoxy, indicate same and it's perfect without a little nudge persuasion to the pin or do you put in the pin and just walk away and it's perfect? I would really like to know and would be happy if you shared this info because if you have to nudge a slightly canted pin a hair, like I do, turning or tapping of the threads in the shaft or butt is a moot point as far as I am concerned because my pin final TRO is very close to zero and my shafts are spot on using my method. If the pin has to be nudged then why would one think that the threads in the shaft would be any different concerning concentricity. If we were taping into metal we would not be having this conversation. Wood presents machine tolerance variances.
In all machining operations there has to be accepted tolerances. When mating, and both part's specs. by random odds fall in at the edge of these tolerance envelopes, then outcomes can vary and this is what I think was causing me the 15% rejection rate because of table roll. There are collet and chuck errors that no matter who you are or what machine you use has to have some degree of influence on the work. As cue makers we have all seen what influence a little dirt or debris between the faces of the joint can do to a roll. Getting the concentricity and the face indicated to a high degree of accuracy is the whole shooting match.
When I was chucking the shaft and taping & facing the way you and others do, I had to turn the shaft into the cue with the router live tooling on my tool post while my entire assembled cue was mounted on the lathe as many people do. This previous method worked good about 85% of the time and that bothered me a lot. I have completely eliminated this whole procedure using our method. Talking to other CMs friends of mine locally, I found they were seeing table roll from time to time also using this method. I was seeking a 100% repeatable job order sequence after taping the shaft hole and Ray's method proved to me to be the cat's ass as far as I am concerned.
I guess the next question would be the interference specs. concerning the body fit of the pin within the shaft. I have developed a cross sectional stepped minor so that the cue becomes very very tight just before the facing because the first drill tap is ground to create a smaller minor ID outcome within my Garolite insert. I turn the cue on the "pin tool" on this very tight minor for my accuracy while tapering. That is a key element to the method.
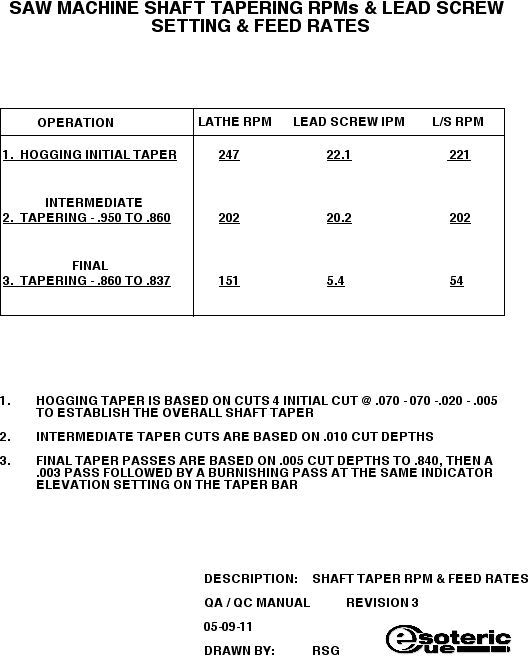
My partner Ray was making shafts by drilling and taping first for a long time and I finally tried it after watching him do it for years. Ray was the last cue maker at Omega DPK and I am not sure if it was his idea or he learned it there. At this time I am very happy with my repeatability since changing the method. When my shafts come off the saw machine they are done ( no turning in anymore ) and are concentric, at final size before sealing, sanding, epoxy substrate, and clear coat.
Like many others I was very hesitant to change to the drill and tap before tapering of a shaft and it took a long time for me to get there. When I first started to get repeatable success with this method, I went to my good friend Darrin Hill's shop to share this new cue making toy. Darrin like many other cue makers here wanted nothing to do with a new factor to his methods but he did build a "pin tool" to try the method. His results were not perfect and he respectfully told me he tried it and did not like it. About two years later I explained to Darrin that I used a smaller minor on my threaded shaft while tapering and adjusted the minor to the proper size later. He made a new pin and I got a call on the phone from him and he was literally screaming with joy from the out come he was getting. Have you ever screwed a Hills Cue together that was made in the last few years? Darrin builds his own pins and he changed the geometry and found the happy medium between too tight and perfect tight. This put him dead on without stepping the minor like I do. Darrin also machined all of the parts and built my saw machines and I credit my success in concentricity to the alignment accuracy of his dead and live center points on the X Axis with a 30" separation between centers which he engineered and built. Darrin's stuff is built like Nascar Racing Stuff, very accurate and overbuilt.
Some people here have argued that taper roll does not exist. I disagree but I think table roll would be more appropriate. Here is one sentence cut a pasted off of one of Chris Hightower posts in this thread and I think it is one of the singular most important points on this subject and cuts beyond all of the long winded prose that I have contributed. ( I apologize about my long winded prose, I am that way and can't help myself )
Quote Chris Hightower: "So when the shaft was cut to match the butt the back few inches of the shaft would not be concentric to the front couple of feet of the shaft. This created what was referred to as "Taper Roll". The shaft was not warped, but still did not roll perfect on the table". That's is a strong argument for the case that the "table roll" can exist without the shaft being warped or twisted along with the fact that one can sand a cue too much as I have suggested and wind up with the loaf of bread thing that you described also. If a face is not true on a perfect taper, the mated cue will roll funny with a perfect shaft taper geometry. The shaft does not have to be warped in these cases and will bump on the table. There are a few other things that I could bring up that also would cause this to happen but I think both Chris and I have presented enough evidence to substantiate the matter. A lot of people like to blow smoke, but never back up their argument with objective details and facts. 1 + 1 = 2.5 because thats what I think and I am sticking to it, and don't ask me to explain why, because you will just have to trust me.
Now that I am using the drill, tap, and taper the shafts first method with the "pin tool", I walk to the table to roll the cue and I know with an absolute certainty that it will perform as I have checked the individual items all along the process. No surprises is good! My shafts have a parabolic taper and a modern pro climb at the end and you can see a little air under the shaft on the table. Having any roll is more obvious on my geometry and now I am good to go.
My butts and shafts come off two different saw machines and the concentricity at the joint areas are almost perfect before I seal, sand, apply my substrate and clear coats. I use sanding mandrels to final dimension wet sanding to equalize any non uniform out come from the spraying overlap over the flat sanded epoxy.
For pin installation, I do re-chuck the butt and shim with wax paper and a tapered collet in the chuck but I use 3/8" 16 drill taps and a bottom tap . Most all of the time I massage the pin a hair for a precision indicated outcome because of the difference in the wood hardness and the grain's effect on the internal wall hardness consistency within the revealed radial geometry of the hole. I step drill before boring to reduce heat build up in the hole. I never bore the hole, mic the hole, then tap.. I wait until the entire wood area is at the ambient room temperature and I re-mike it before taping on the minor dia. You would be surprised how temperature can change a dia. for a precision size minor.
Peer check and review is one of the big features in a QA/QC Program Procedure and validates a questioning attitude from other peers with expert experience and qualifications. This is the main reason that I share my experience and thoughts here on AZ and I hope to get your feedback. Many years before becoming a cue maker, I took two semesters of Dimensional Metrology and that is why I get so anal about these details as it is my training. The devil is always in the details.
Your cues are obviously made at a very high end type standard and I do respect your expert thoughts in this area. If we agree or disagree does not matter, it's all about the objective discussion of minutia. That's the way the scientific and engineering community does it, why shouldn't us cue makers strive for world class philosophies and objectives in our work? In order to have these types of discussion that are eventful, it is very important we have open minds, a questioning attitude and leave our egos outside of the forum. Therein lies a roadblock for many including myself at times but I am working on that!
BTW, your ring work does rock in the Cue World!!
Thanks,
Rick
Our pin: 3/8" x 16 threads into the butt, 3/8" 14 into the shaft.